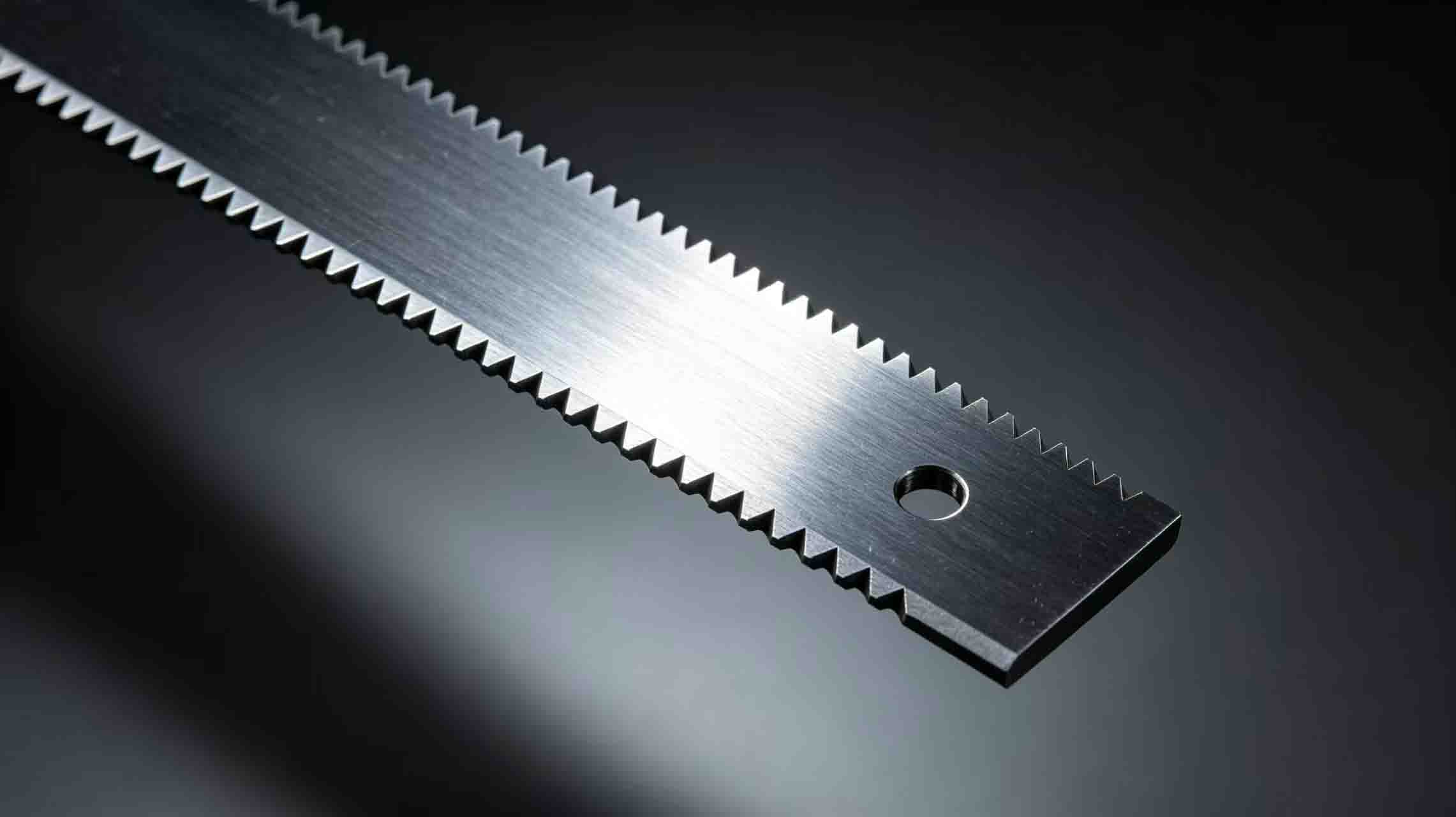
تظهر شقوق صغيرة على سطح الشفرات الدائرية، فهل لا يزال من الممكن استخدامها؟
May 22, 2026
أثناء عملية الإنتاج بالتقطيع، يجد المشغلون أحيانًا شقوقًا صغيرة على سطح شفرات دائرية, شفرات القطع، أو شفرات من سبيكة معدنيةبعض هذه الشقوق مرئية بالعين المجردة، بينما لا يمكن رؤية البعض الآخر إلا باستخدام عدسة مكبرة. عند مواجهة مثل هذه الحالة، يكون رد فعل الكثيرين الأول هو: "هل لا يزال بالإمكان استخدامها؟" استنادًا إلى علم المواد والخبرة الميدانية، تقدم لكم شركة مينغ باي لتكنولوجيا الأدوات الميكانيكية المحدودة معايير التقييم وتوصيات التعامل. 1. نوعان من الشقوق: الشقوق السطحية مقابل الشقوق العميقة تشققات دقيقة سطحيةعادةً ما يكون عمق هذه الشقوق أقل من 0.05 مم، وتقتصر على الطبقة السطحية للشفرة. قد تنجم هذه الشقوق عن الإجهاد الحراري الناتج عن عملية الطحن، أو إجهاد انكماش الطلاء، أو الصدمات الطفيفة. إذا لم يمتد الشق إلى الحافة، وكانت مادة الشفرة من الفولاذ عالي السرعة أو مادة صلبة، فإن الشق لا يمتد إلى الحافة. شفرة من الفولاذ المقاوم للصدأ، قد يكون قابلاً للاستخدام مؤقتًا في ظل ظروف الحمل المنخفض. شقوق عميقةإذا تجاوز عمق الشق 0.1 مم، أو امتد من السطح إلى الداخل، فغالبًا ما تنشأ هذه الشقوق نتيجة الإجهاد المفرط الناتج عن المعالجة الحرارية، أو الشقوق الدقيقة الناتجة عن التبريد السريع، أو الإجهاد طويل الأمد. بمجرد ظهور شق عميق، قد تنكسر الشفرة تمامًا في أي وقت، ويجب إخراجها من الخدمة فورًا. 2. الأسباب الرئيسية للتشققات 1. حرق الطحنأثناء إعادة الشحذ، يؤدي معدل التغذية المفرط أو التبريد غير الكافي إلى ارتفاع درجة الحرارة الموضعي، مما ينتج عنه تشققات في عملية الطحن. عادةً ما تكون هذه التشققات خطية دقيقة، موزعة بالقرب من الحافة. 2. عيوب المعالجة الحراريةإن ارتفاع درجة حرارة التبريد بشكل مفرط أو عدم كفاية عملية التصليد يترك إجهادًا متبقيًا مفرطًا داخل الشفرة، والذي يتم إطلاقه ببطء أثناء الاستخدام ويسبب التشقق. 3. تشققات الإجهاد: تتعرض شفرات الآلات الدقيقة لإجهاد قطع متناوب، وتبدأ شقوق الإجهاد عند نقاط تركيز الإجهاد مثل مجاري المفاتيح أو حواف الثقوب. 4. تشققات ناتجة عن الصدمات: تتعرض الشفرة لصدمة غير متوقعة، مثل تلك الناتجة عن وصلات المواد أو الشوائب الصلبة، مما يتسبب في تشقق موضعي يمتد إلى شق. 5. تشققات الطلاءتتميز طبقات الترسيب الفيزيائي للبخار (PVD) بصلابتها وهشاشتها. عند تعرضها لصدمة قوية، قد تتشقق الطبقة بينما يبقى السطح سليمًا. لا تؤثر هذه التشققات إلا على عمر الطبقة، ويمكن الاستمرار في استخدام الشفرة. 3. طريقة من ثلاث خطوات لتحديد ما إذا كان لا يزال من الممكن استخدامه الخطوة 1: تحديد موقع الشق • وجود شق على الحافة ← أمر خطير، قد تتطاير القطع أثناء القطع، ويجب إخراجها من الخدمة.• وجود شق في منطقة غير معرضة للإجهاد من جسم الشفرة، مثل المنطقة القريبة من التجويف → مخاطر أقل، ويمكن استخدامه مع المراقبة قصيرة المدى.• وجود شرخ في الطرف النهائي ولكنه لا يمتد إلى القطر الخارجي ← يلزم إجراء فحص إضافي للعمق. الخطوة الثانية: تقييم عمق الشقوق • استخدم عدسة مكبرة بقوة تكبير 10x أو أعلى للفحص. إذا كان الشق دقيقًا كالشعرة ولا يخترق السطح، فقد يكون شقًا سطحيًا.• استخدم اختبار اختراق الصبغة: نظف الشفرة، ضع الصبغة، امسحها، ثم ضع المُظهِر. إذا كان خط التظهير متصلاً وواضحاً، فهذا يعني أن الشق عميق نسبياً.اكشط برفق باستخدام ظفرك أو قطعة معدنية. إذا شعرت بوجود أخدود، فقد يتجاوز عمقه 0.1 مم. الخطوة 3: اتخاذ القرار بناءً على ظروف العمل • سرعة منخفضة، حمل منخفض، وضع غير حرج للسلامة ← قد يكون الشق السطحي قابلاً للاستخدام مؤقتًا، ولكن زيادة وتيرة الفحص.• خط إنتاج آلي عالي السرعة وعالي الحمل ← يُنصح بإخراج أي تشقق من الخدمة.• قطع مواد قيّمة أو إتلاف سلامة الأفراد ← استبدال فوري. 4. مدى تحمل الشقوق لمواد الشفرات المختلفة · شفرات دائرية من الفولاذ عالي السرعة: متانة جيدة، يمكن استخدام الشقوق الدقيقة السطحية على المدى القصير مع المراقبة.· شفرات مصنوعة من سبيكة معدنية (الكربيد): مادة هشة للغاية، يُنصح بإخراجها من الخدمة فور ظهور أي تشقق. تنتشر الشقوق في الكربيد بسرعة فائقة وتؤدي بسهولة إلى كسر كامل. · شفرات من الفولاذ المقاوم للصدأ: أفضل صلابة، وتحمل أعلى نسبياً للتشققات السطحية، ولكن لا يزال من الضروري توخي الحذر.· شفرات مطليةإذا كان الطلاء فقط هو المتشقق والركيزة سليمة، فيمكن الاستمرار في استخدامها، ولكن التأثير الوقائي للطلاء سيقل. 5. التعامل الطارئ مع الشفرات المتشققة إذا اضطررت إلى استخدام شفرة مخصصة بها شق مؤقتًا، فاتبع هذه القواعد: 1. خفض سرعة القطع إلى أقل من 60% من السرعة العادية.2. تقليل الفجوة بين الشفرات والتداخل لتقليل الصدمة.3. توقف كل 30 دقيقة للتحقق مما إذا كان الشق قد انتشر.4. قم بتركيب واقي حول الشفرة. 6. كيف يمكن منع التشققات؟ · توحيد عملية إعادة الشحذ: إعادة إرسالها إلى المصنع للطحن باستخدام الحاسوب، مع التحكم في معدل التغذية والتبريد لتجنب احتراق الطحن.تحسين المعالجة الحراريةاختر موردين لديهم القدرة على إجراء فحص معدني لضمان التصليد الكافي.· اختر المادة المناسبة: بالنسبة للظروف عالية التأثير، اختر الفولاذ عالي السرعة أو شفرات القطع المخصصة الأكثر صلابة.· افحص قبل التركيب: افحص حافة كل شفرة جديدة وسطحها باستخدام عدسة مكبرة. 7. توصيات وخدمات التفتيش لشركة مينغ باي للتكنولوجيا توصي شركة مينغ باي لتكنولوجيا الأدوات الميكانيكية المحدودة بمعالجة أي شق يمتد إلى الحافة، أو أي شق أعمق من 0.1 مم، يجب إخراجه من الخدمة فوراًفي حال وجود شقوق لا يمكن تحديد عمقها، يمكنكم إرسال الشفرة إلى مختبر مينغ باي لإجراء فحص اختراق الصبغة أو فحص الجسيمات المغناطيسية. سنصدر تقرير فحص يوضح موقع الشق وطوله وعمقه، ونحدد ما إذا كانت الشفرة صالحة للاستخدام أم لا. خاتمة لا تعني الشقوق الصغيرة بالضرورة تلف الشفرة، ولكن لا ينبغي الاستهانة بها. فموقع الشق وعمقه وظروف التشغيل ونوع المادة المستخدمة تحدد مصير الشفرة المتشققة. عند الشك، يُنصح بإخراجها من الخدمة وفحصها واستشارة شركة مصنعة متخصصة. شركة مينغ باي للتكنولوجيا على استعداد لتقديم خدمات فحص الشقوق وتقييم المخاطر.الموقع الإلكتروني: www.mingbaiblade.com
 بريد إلكتروني
: Mb@mingbaiblade.com
بريد إلكتروني
: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988









 شبكة IPv6 مدعومة
|
خريطة الموقع
|
Xml
|
سياسة الخصوصية
شبكة IPv6 مدعومة
|
خريطة الموقع
|
Xml
|
سياسة الخصوصية


 ar
ar