كيفية اختيار الصلابة المناسبة للشفرات الدائرية بناءً على المادة المراد قصها؟
Apr 29, 2026
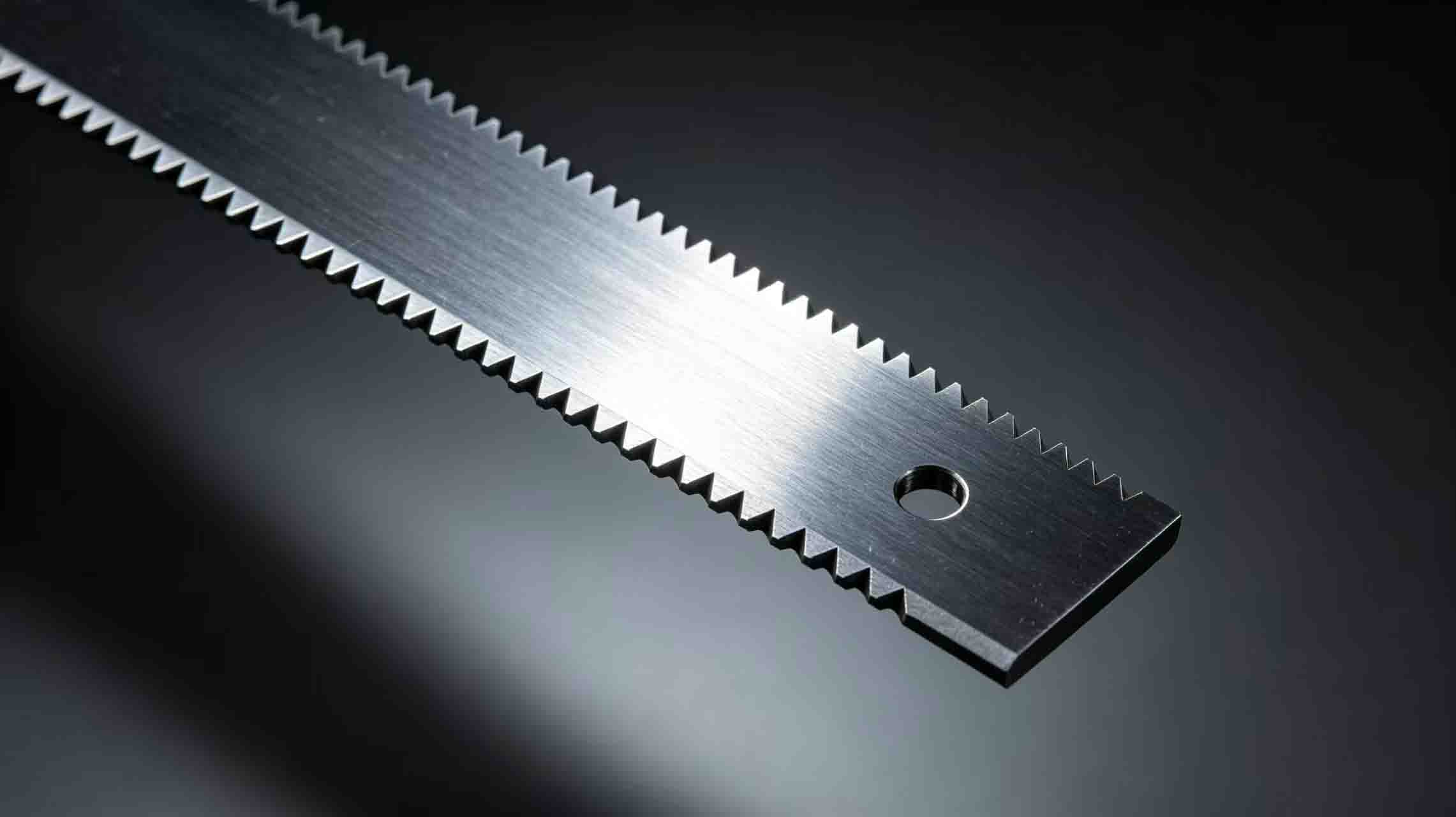
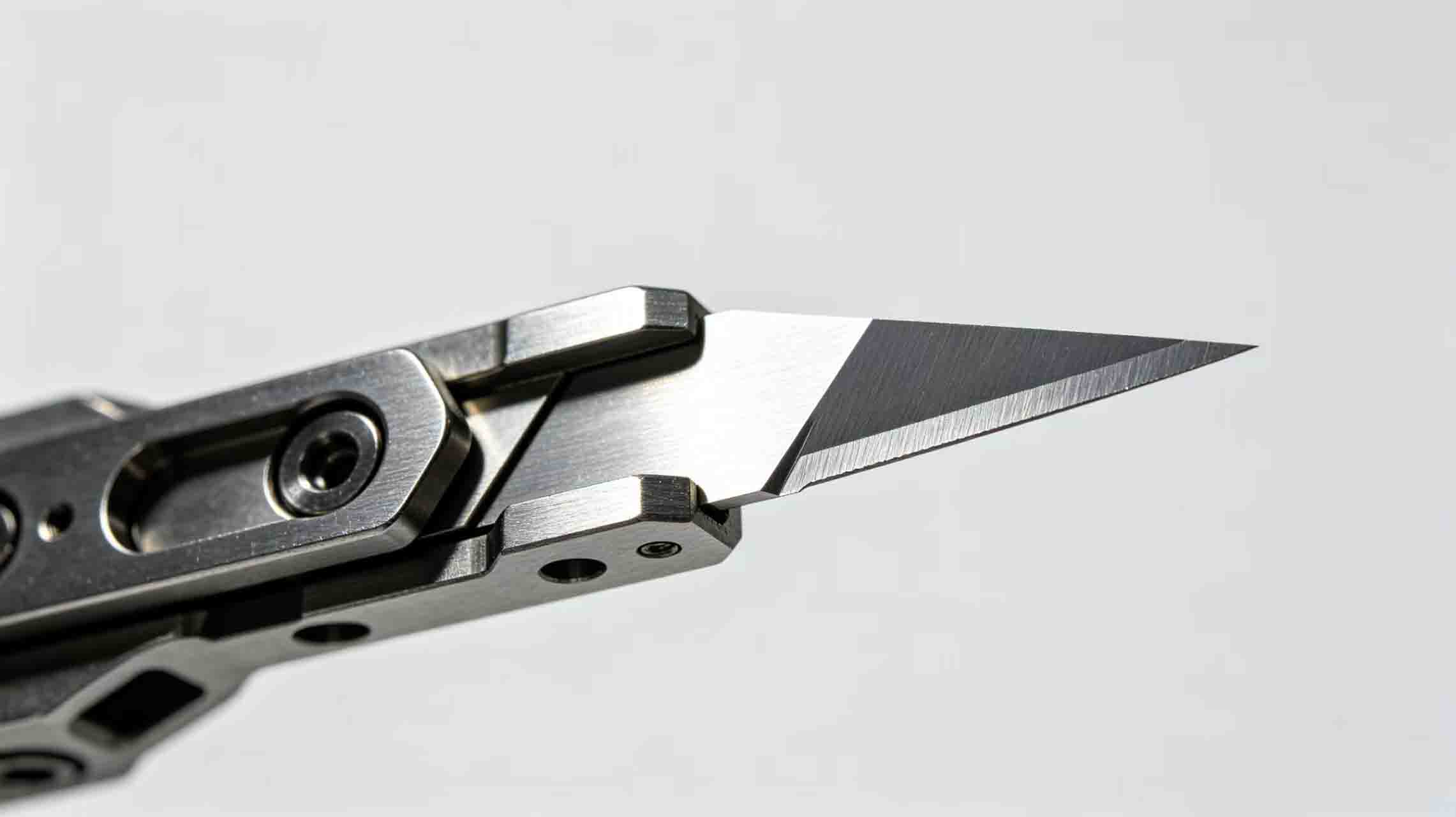
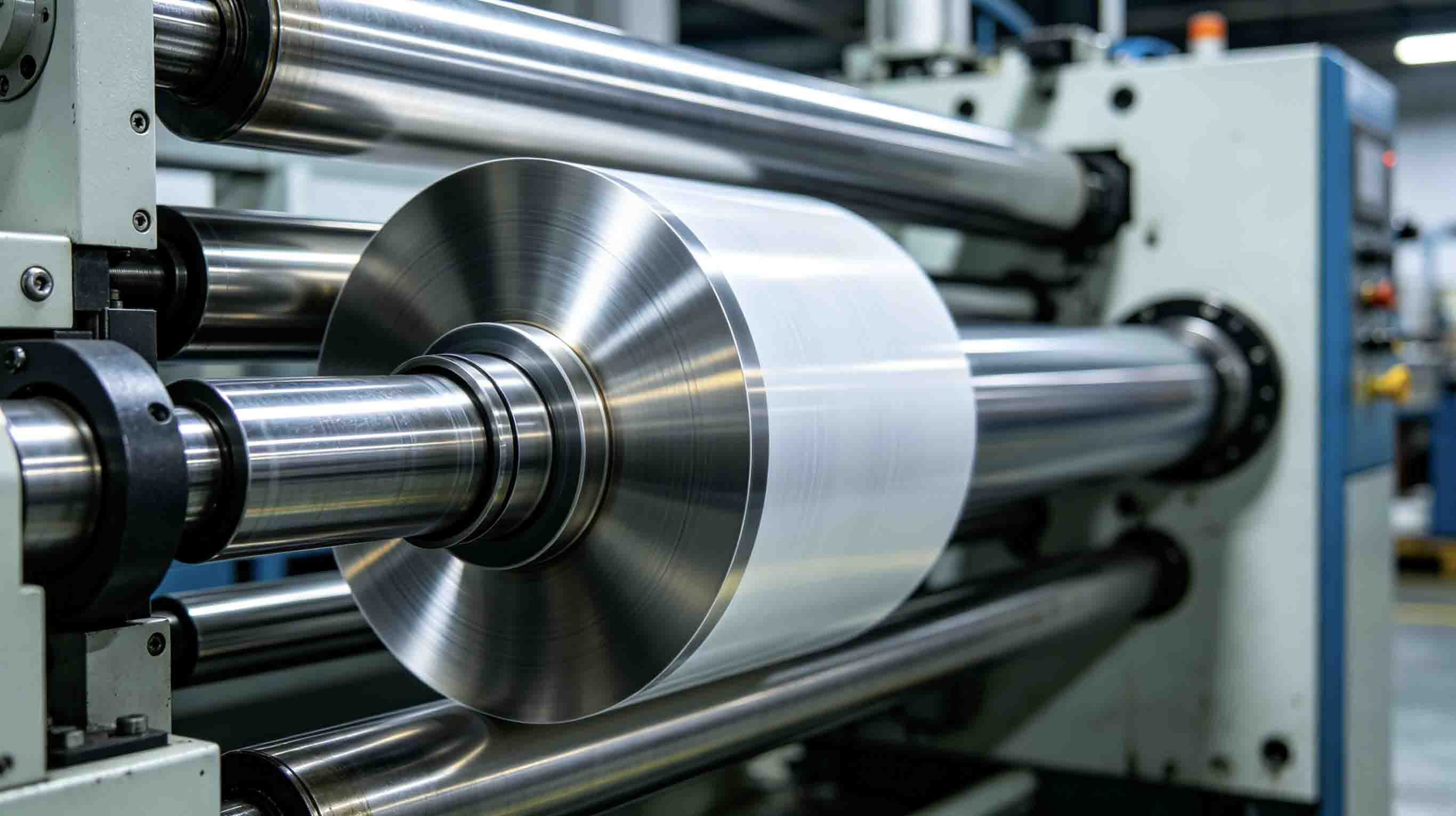
في عمليات تقطيع المعادن، تعتمد صلابة شفرات دائرية يُعدّ عامل الصلابة عاملاً أساسياً يؤثر على جودة القطع وعمر الشفرة. فالصلابة المفرطة تجعل الشفرة هشة وعرضة للتشقق، بينما تؤدي الصلابة غير الكافية إلى تآكل سريع للحافة وتوقف متكرر لتغيير الشفرات. شركة مينغ باي لتكنولوجيا الأدوات الميكانيكية المحدودة تُنتج شفرات القطع, شفرات من سبيكة معدنية, شفرات من الفولاذ المقاوم للصدأوأنواع مختلفة شفرات مخصصةاستنادًا إلى سنوات من بيانات تطبيق المواد، نقدم دليلًا عمليًا لاختيار الصلابة. 1. المفهوم الأساسي لصلابة الشفرة تُقاس صلابة الشفرة عادةً باستخدام مقياس روكويل للصلابة (HRC). تشير القيم الأعلى إلى مواد أكثر صلابة ذات مقاومة أفضل للتآكل، ولكنها أقل مقاومة للصدمات. شفرات آلة دقيقةيتراوح نطاق الصلابة عمومًا بين HRC45 و HRC65. · لجنة حقوق الإنسان < 55: متانة ممتازة ولكن مقاومة ضعيفة للتآكل، مناسبة للمواد اللينة أو ظروف الصدمات العالية.• HRC 55-60: يوازن بين المتانة ومقاومة التآكل، وهو النطاق الأكثر استخدامًا.• HRC 60-65: مقاومة عالية للتآكل مع زيادة الهشاشة، مناسبة للمواد الصلبة والقطع عالي السرعة للمواد الرقيقة. 2. الصلابة الموصى بها للمواد الشائعة المعرضة للقص 1. الفولاذ الكربوني العادي (Q235، SPCC، DC01، إلخ). · الصلابة الموصى بها: HRC58-62· أنواع الشفرات الموصى بها: شفرات دائرية أو شفرات تقطيع، مصنوعة من مادة Cr12MoV أو D2.· ملحوظةيتميز الفولاذ الكربوني بصلابة منخفضة ولكنه يتمتع ببعض المتانة؛ أما الشفرات متوسطة الصلابة فتُوفر توازناً بين الحدة والعمر الافتراضي. 2. الفولاذ المقاوم للصدأ (304، 316، 430، إلخ.) · الصلابة الموصى بها: HRC56-58 (ملاحظة: الفولاذ المقاوم للصدأ يتصلب بشدة عند تشكيله؛ تحتاج الشفرة إلى بعض المتانة.)· أنواع الشفرات الموصى بها: شفرات من الفولاذ المقاوم للصدأ، مادة الفولاذ عالي السرعة المحتوي على الكوبالت (M35، M42) أو الفولاذ المسحوق.· ملحوظةيجب ألا تتجاوز الصلابة 60 HRC، وإلا ستكون الحافة عرضة للتشقق الدقيق. يُنصح باستخدام طلاء TiAlN لتحسين مقاومة التآكل. 3. فولاذ السيليكون (الفولاذ الكهربائي) · الصلابة الموصى بهاHRC60-63· أنواع الشفرات الموصى بها: شفرات مصنوعة من سبيكة معدنية (كربيد) أو فولاذ عالي السرعة بتقنية تعدين المساحيق.· ملحوظةالفولاذ السيليكوني صلب وهش، مما يتطلب مقاومة عالية للتآكل. يجب معالجة الحافة بطبقة رقيقة من مادة التخميل لمنع التكسر. 4. المعادن غير الحديدية مثل النحاس والألومنيوم · الصلابة الموصى بها: HRC55-58· أنواع الشفرات الموصى بها: شفرات آلة دقيقة مع طلاء مصقول لامع وطلاء مضاد للالتصاق.· ملحوظةلا تتطلب المعادن اللينة صلابة عالية، ولكنها تحتاج إلى حواف حادة وأسطح منخفضة الاحتكاك. الصلابة العالية جدًا تعزز الالتصاق. 5. الفولاذ عالي القوة (HSLA، الفولاذ المقاوم للتآكل) · الصلابة الموصى بها: HRC58-60 (بالإضافة إلى المتانة)· أنواع الشفرات الموصى بها: شفرات تقطيع مخصصة مصنوع من مسحوق الفولاذ عالي السرعة مع طلاء متين.· ملحوظةيتميز الفولاذ عالي القوة بالصلابة وقدرة تحمل الصدمات؛ استخدم الفولاذ متوسط الصلابة وركز على مقاومة الصدمات. 6. المواد المركبة، ألواح الألياف الزجاجية · الصلابة الموصى بها: HRC62-65 (الكربيد هو الأفضل)· أنواع الشفرات الموصى بها: شفرات مصنوعة من سبيكة معدنية (YG6X، KD20) أو شفرات مصنوعة من الماس متعدد البلورات (PCD).· ملحوظةتتميز هذه المواد بقدرة عالية على الكشط، مما يتطلب مقاومة فائقة للتآكل. وتُعد شفرات الكربيد الخيار الأمثل. 3. قواعد عامة لاختيار درجة الصلابة 1. كلما كانت المادة أكثر صلابة، كلما زادت صلابة الشفرة (ولكن لا تتجاوز HRC65).2. كلما زاد سمك المادة وزادت قوة التأثير، كلما انخفضت صلابة الشفرة (زيادة المتانة).3. بالنسبة للتقطيع عالي السرعة، يمكن استخدام شفرات ذات صلابة أعلى قليلاً (لتقليل التآكل).4. المواد الرقيقة (
 بريد إلكتروني
: Mb@mingbaiblade.com
بريد إلكتروني
: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988










 شبكة IPv6 مدعومة
|
خريطة الموقع
|
Xml
|
سياسة الخصوصية
شبكة IPv6 مدعومة
|
خريطة الموقع
|
Xml
|
سياسة الخصوصية


 ar
ar