أسباب ارتفاع درجة حرارة الشفرات الصناعية وكيفية حلها؟
Mar 27, 2026
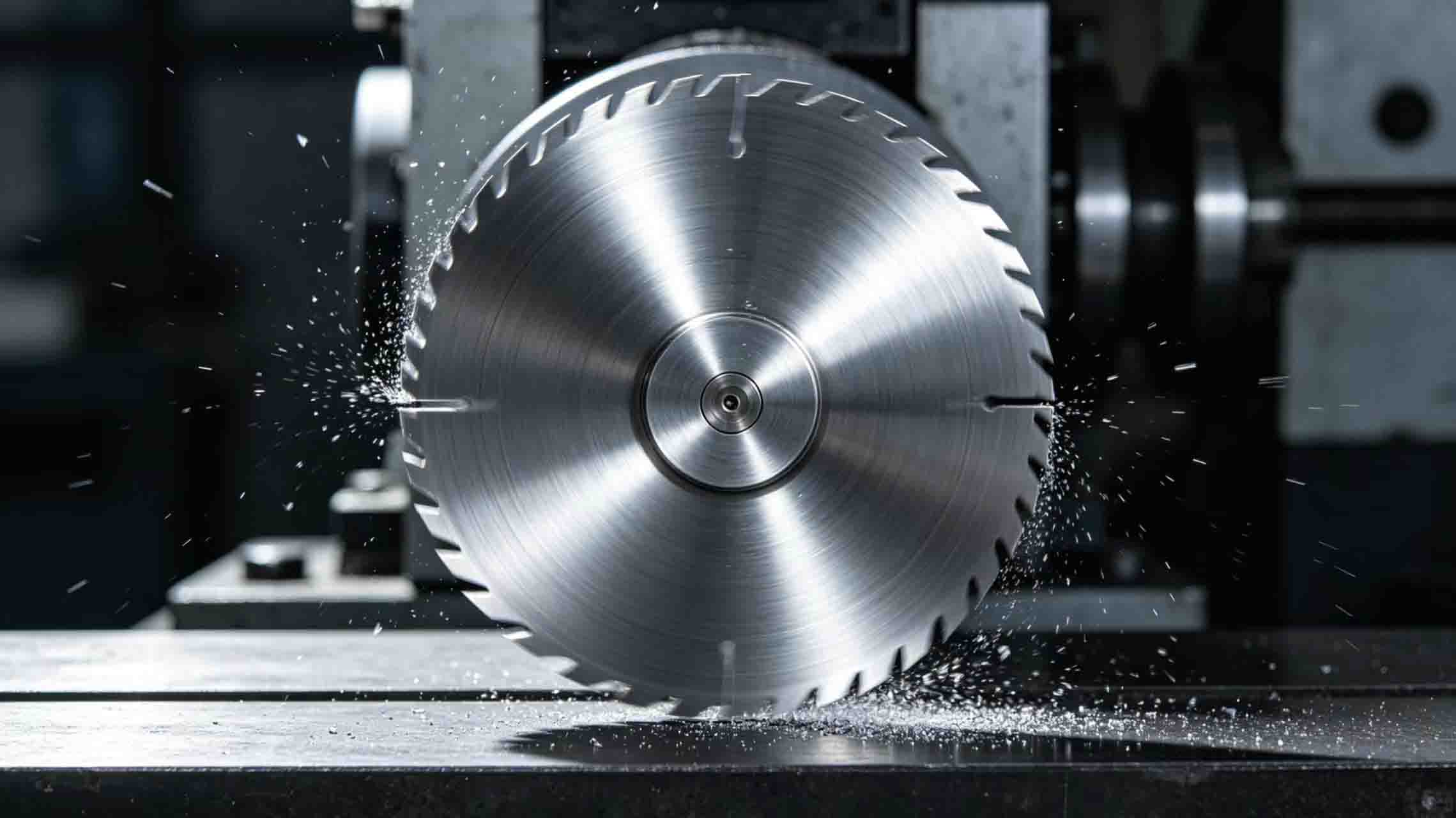
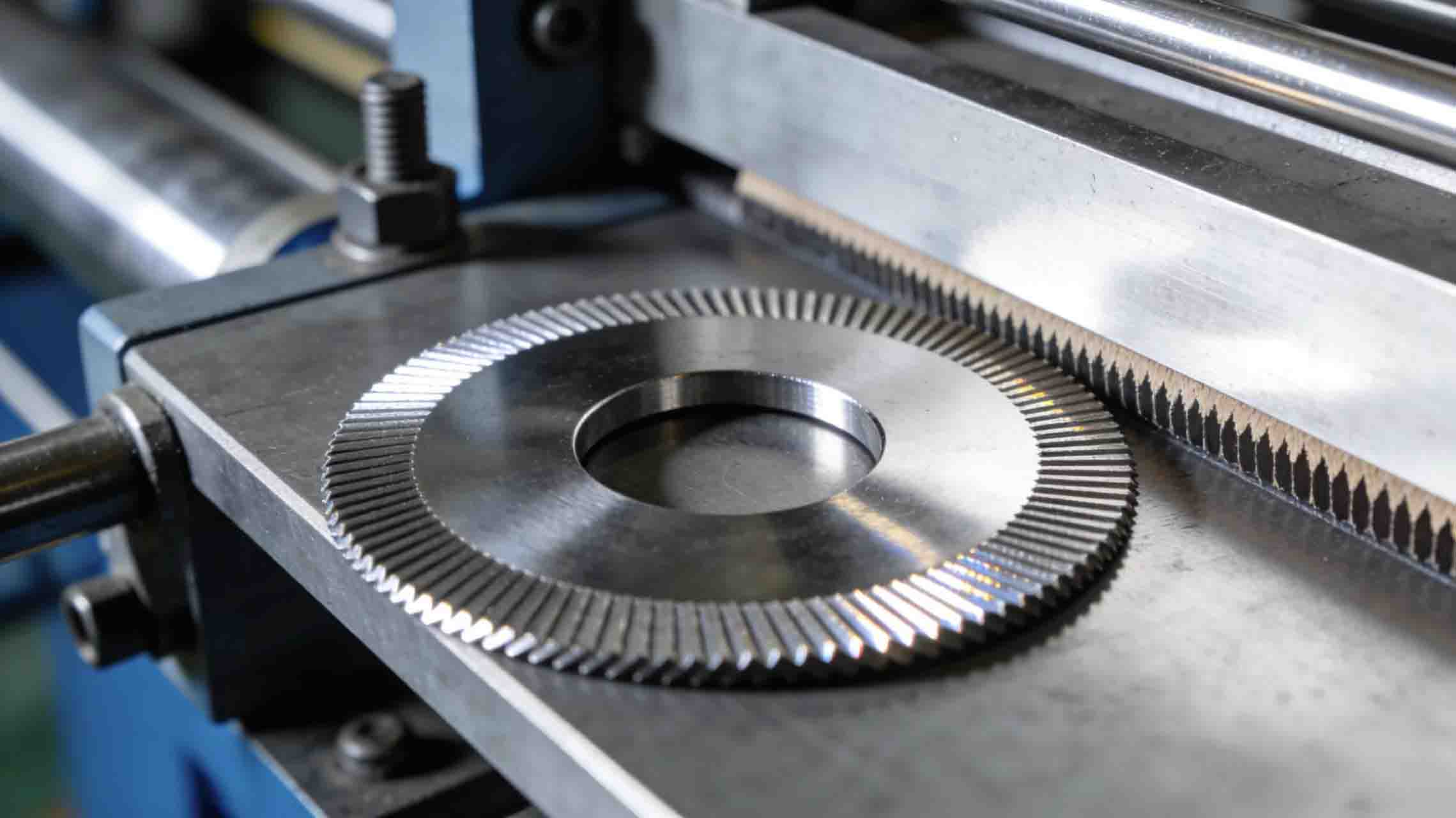
في عمليات القطع الصناعية، يُعد ارتفاع درجة حرارة الشفرات مشكلة شائعة ولكنها بالغة الأهمية. شفرات القطع, شفرات دائريةأو أنواع مختلفة من شفرات مخصصة يؤدي ارتفاع درجة حرارة الشفرات الصناعية بشكل غير طبيعي أثناء التشغيل إلى تسريع تآكلها وتقصير عمرها الافتراضي، كما يؤثر سلبًا على جودة القطع، وقد يتسبب في أعطال في المعدات وحوادث تتعلق بالسلامة. ستقوم شركة مينغ باي لتكنولوجيا الأدوات الميكانيكية اليوم بتحليل الأسباب الشائعة لارتفاع درجة حرارة الشفرات الصناعية وتقديم حلول عملية لها. 1. لماذا يُعد ارتفاع درجة حرارة الشفرة أمرًا خطيرًا للغاية؟ من الطبيعي أن تولد الشفرات بعض الحرارة أثناء عملية القطع، لكن ارتفاع درجة الحرارة بشكل مفرط يُعدّ مؤشراً خطيراً. فعندما تتجاوز درجة حرارة الشفرة الحد الذي يتحمله مادتها، تبدأ سلسلة من التفاعلات: أولًا، تنخفض صلابة الشفرة. فمعظم أنواع فولاذ الأدوات تلين عندما تتجاوز درجة الحرارة درجة حرارة التصليد، مما يؤدي إلى تآكل سريع للحافة. ثانيًا، يؤدي التسخين المفرط إلى تغيير البنية المعدنية للشفرة، مما يقلل من مقاومتها للتآكل وأدائها في مقاومة الإجهاد. بالإضافة إلى ذلك، يمكن أن تتسبب درجات الحرارة المرتفعة في تلف طبقات الترسيب الفيزيائي للبخار (PVD)، مما يؤدي إلى فقدانها لوظائفها الأصلية في التشحيم والحماية. في النهاية، لا يؤدي التسخين المفرط إلى تلف الشفرة قبل الأوان فحسب، بل يمكن أن يتسبب أيضًا في تلف المكونات الحيوية مثل محور الدوران والمحامل. 2. الأسباب الشائعة لارتفاع درجة حرارة شفرات المناشير الصناعية 1. إعدادات معلمات القطع غير الصحيحة تُعدّ سرعة القطع المفرطة أو معدل التغذية الزائد من أكثر الأسباب شيوعًا لارتفاع درجة حرارة الشفرة. فعندما تتجاوز سرعة القطع نطاق تحمل مادة الشفرة، تزداد الحرارة المتولدة في وحدة الزمن بشكل كبير، ولا يستطيع نظام التبريد تبديد هذه الحرارة بالسرعة الكافية، مما يؤدي إلى ارتفاع درجة الحرارة باستمرار. ل شفرات آلة دقيقةتُعدّ معايير القطع المناسبة شرطًا أساسيًا لضمان التشغيل السليم. ولكل قطعة عمل، باختلاف موادها وسماكتها، سرعات قطع ومعدلات تغذية مثالية. وغالبًا ما تأتي محاولات زيادة المعايير بشكل عشوائي لتحقيق الكفاءة بنتائج عكسية. 2. عدم كفاية التشحيم والتبريد يُعدّ نظام التزييت والتبريد خط دفاع أساسي للتحكم في درجة حرارة الشفرة. لا يقتصر دور سائل التبريد على توفير التزييت لتقليل الحرارة الناتجة عن الاحتكاك، بل والأهم من ذلك، أنه يُبدد الحرارة المتولدة بالفعل. في حال اختيار نوع سائل التبريد بشكل غير مناسب، أو كان معدل التدفق غير كافٍ، أو كان موضع الرش خاطئًا، أو تدهورت حالة سائل التبريد وفقد فعاليته، فإن تبديد الحرارة سيتأثر بشكل كبير. وهذا ينطبق بشكل خاص أثناء القطع عالي السرعة أو عند معالجة المواد التي يصعب تشكيلها (مثل الفولاذ المقاوم للصدأ وسبائك التيتانيوم)، حيث تكون متطلبات نظام التبريد أعلى. شفرات دائرية تعتبر الأقطاب الكهربائية المستخدمة في تقطيع بطاريات الليثيوم حساسة بشكل خاص لتجانس التبريد؛ وأي مناطق ميتة في التبريد يمكن أن تؤدي إلى ارتفاع درجة الحرارة الموضعي. 3. هندسة شفرة غير معقولة تؤثر الزوايا الهندسية للشفرة بشكل مباشر على الاحتكاك وتوليد الحرارة أثناء القطع. فزاوية القطع الصغيرة جدًا تزيد من مقاومة القطع، وزاوية الخلوص الصغيرة جدًا تزيد من الاحتكاك بين الشفرة وقطعة العمل، ونصف قطر الحافة الكبير جدًا يزيد من قوى القطع. كل هذه العوامل تساهم في توليد حرارة زائدة. ل شفرات تقطيع مخصصةينبغي تحسين هندسة الشفرة بناءً على قطعة العمل المحددة. فالشفرة ذات المقاس الواحد التي تناسب جميع القطع غالباً ما تواجه صعوبة في تحقيق التوازن الحراري الأمثل. 4. عدم تطابق مادة الشفرة والطلاء تختلف خصائص مقاومة الحرارة للشفرات المصنوعة من مواد مختلفة. تتميز شفرات الفولاذ عالي السرعة بصلابة جيدة عند درجات الحرارة المرتفعة، مما يجعلها مناسبة للقطع في درجات حرارة معتدلة؛ بينما تتمتع شفرات الكربيد بمقاومة أفضل للحرارة؛ أما شفرات السيراميك وشفرات نيتريد البورون المكعب (CBN) فهي مناسبة لبيئات القطع ذات درجات الحرارة العالية. وبالمثل، يؤثر نوع الطلاء بشكل مباشر على مقاومة الشفرة للحرارة. توفر طلاءات نيتريد التيتانيوم مقاومة جيدة للأكسدة، بينما يمكن لطلاءات نيتريد التيتانيوم والألومنيوم أن تُشكّل طبقة واقية من أكسيد الألومنيوم عند درجات الحرارة العالية، مما يوفر مقاومة فائقة للحرارة. في حال اختيار طلاء غير مناسب لظروف التشغيل، ستتلف الشفرة بسرعة عند درجات الحرارة العالية. 5. تآكل أو تلف الشفرة عندما تكون الشفرة بالية أو بها تشققات طفيفة، تزداد مقاومة القطع بشكل ملحوظ، ويزداد الاحتكاك، وترتفع الحرارة بشكل حاد. يؤدي هذا التسخين الزائد إلى تسريع تلف الشفرة، مما يخلق حلقة مفرغة. لذلك، من الضروري استبدال الشفرات البالية في الوقت المناسب. شفرات مصنعة باستخدام تقنية CNC يُعد هذا إجراءً هاماً لمنع ارتفاع درجة الحرارة. 6. ضعف عملية إزالة الرقائق عندما تتراكم الرقائق في منطقة القطع ولا يمكن إزالتها فورًا، فإنها تُحدث احتكاكًا إضافيًا بين الشفرة وقطعة العمل، مما يُولّد حرارة عالية. ويزداد هذا الأمر وضوحًا عند معالجة المواد اللزجة (مثل الألومنيوم والنحاس)، حيث تلتصق الرقائق بسهولة بسطح الشفرة، مُشكّلةً حافة متراكمة تُفاقم ارتفاع درجة الحرارة. 3. كيف يمكن حل مشاكل ارتفاع درجة حرارة الشفرات؟ 1. تحسين معايير القطع اضبط سرعة القطع ومعدل التغذية علميًا بناءً على مادة الشفرة ومادة قطعة العمل وقدرات المعدات. يُنصح بالبدء بالمعايير التي يوصي بها المورد وتعديلها تدريجيًا بناءً على نتائج القطع الفعلية. ابحث عن التوازن الأمثل بين الكفاءة ودرجة الحرارة مع ضمان الجودة. 2. تحسين نظام التشحيم والتبريد تأكد من أن نوع سائل التبريد وتركيزه ومعدل تدفقه وزاوية رشه مناسبة لظروف التشغيل الحالية. في التطبيقات التي تتطلب أداءً عاليًا، يُنصح باستخدام طرق تبريد متقدمة مثل التبريد عالي الضغط أو التشحيم بكمية قليلة (MQL). افحص حالة سائل التبريد بانتظام واستبدل السائل التالف فورًا. 3. اختيار هندسة الشفرة المناسبة تعاون مع موردي الأدوات المحترفين لتخصيص هندسة الشفرات بما يتناسب مع قطعة العمل المحددة. تقدم شركة مينغ باي للتكنولوجيا خدمات تصميم الشفرات حسب الطلب، مما يتيح تحسين المعايير الرئيسية مثل زاوية القطع، وزاوية الخلوص، ونصف قطر الحافة وفقًا لخصائص المواد، وظروف المعدات، ومتطلبات الجودة. 4. اختيار المواد والطلاء بما يتناسب مع متطلبات مقاومة الحرارة اختر الركيزة والطلاء المناسبين للشفرة بناءً على درجة حرارة المعالجة. بالنسبة لتطبيقات القطع ذات درجات الحرارة العالية، يمكن اختيار فولاذ عالي السرعة مُصنّع بتقنية تعدين المساحيق مع إضافة عناصر مقاومة للحرارة، أو طلاءات مقاومة لدرجات الحرارة العالية مثل TiAlN أو AlCrN. 5. إنشاء نظام لاستبدال الشفرات ضع جدولاً علمياً لاستبدال الشفرات لتجنب استخدام الشفرات البالية بشكل مفرط. احتفظ بسجل لاستخدام الشفرات، مع تسجيل وقت كل استبدال، وكمية المعالجة، وأي حالات شاذة، وما إلى ذلك، لتسهيل تحليل الأنماط وتحسين دورة التشغيل. 6. تحسين ظروف إخراج الرقائق حسّن معايير القطع لضمان تكوّن رقائق جيدة والتأكد من أن سائل التبريد يزيلها بفعالية. عند القطع في الأخاديد العميقة أو المساحات الضيقة، يُنصح باستخدام الهواء المضغوط للمساعدة في إزالة الرقائق. 4. حلول شركة مينغ باي للتكنولوجيا في شركة مينغ باي لتكنولوجيا الأدوات الميكانيكية المحدودة، لا نقدم فقط منتجات عالية الجودة شفرات القطع, شفرات دائرية، و شفرات آلة دقيقةكما أننا ملتزمون بمساعدة العملاء على حل المشكلات التي تواجههم في الإنتاج الفعلي. وفيما يتعلق بمشاكل ارتفاع درجة حرارة الشفرات، يمكننا تقديم ما يلي: • تشخيص حالة التشغيل في الموقع لتحليل أسباب ارتفاع درجة الحرارة· توصيات بشأن أنسب مادة للشفرة، والطلاء، والمعايير الهندسية بناءً على خصائص المادة وظروف المعداتحلول شفرات تقطيع مخصصة تعمل على تحسين أداء التوازن الحراري من المصدر· المساعدة في وضع معايير القطع العلمية وأنظمة صيانة الشفرات خاتمة لا يُعدّ ارتفاع درجة حرارة الشفرات مشكلةً مستعصية. فبمجرد تحديد السبب الجذري واتخاذ التدابير اللازمة، يُمكن التحكم بدرجة الحرارة بفعالية، وإطالة عمر الشفرة، وتحسين جودة القطع. إذا كنتم تواجهون أيضًا مشاكل ارتفاع درجة حرارة الشفرات في خط إنتاجكم، فلا تترددوا في التواصل مع شركة مينغ باي للتكنولوجيا. دعوا فريقنا الفني المتخصص يُساعدكم في حلّ مشاكلكم.الموقع الإلكتروني: www.mingbaiblade.com
 بريد إلكتروني
: Mb@mingbaiblade.com
بريد إلكتروني
: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988












 شبكة IPv6 مدعومة
|
خريطة الموقع
|
Xml
|
سياسة الخصوصية
شبكة IPv6 مدعومة
|
خريطة الموقع
|
Xml
|
سياسة الخصوصية


 ar
ar